Procedure For
Timing the K Series VVC System
1.
Fit the VVC units and cams and the cross-shaft
into the ladder such that the centre of the cut-out in the cross-shaft is
aligned with the machined face (1) and the timing slots (2 & 3) are aligned
as shown. The position of each VVC unit may be adjusted relative to the
cross-shaft by detaching and lifting the unit slightly from the ladder, allowing
the teeth to be disengaged.

2.
Rotate the cross-shaft as far as it will go in
the direction corresponding to withdrawing the HCU plunger. It will only rotate
a short way before the teeth on the cross-shaft run out of track on the VVC
units (4), leaving the timing slots (5 & 6) slightly misaligned as shown.
Ensure that the teeth run out of track on both VVC units at the same time. Push
the HCU plunger fully back into the HCU body as far as it will go then fit the
complete HCU to the ladder, holding the cross-shaft in place. As the HCU
plunger engages the teeth of the cross-shaft, the shaft and VVC units will
start to rotate.

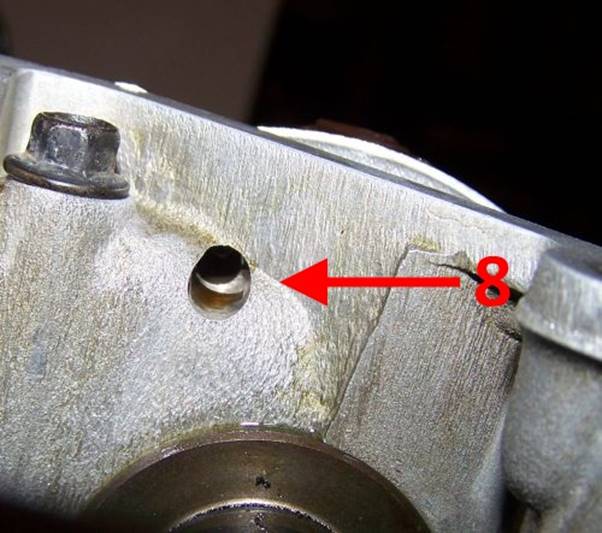
3.
When the HCU is fully home with its piston and
plunger fully retracted the timing holes in each VVC unit should be visible
through the corresponding holes in the ladder (8) as shown.